Acetonitrile (ACN) is an important polar organic solvent widely used in pharmaceuticals, fine chemicals, agrochemical intermediates, and analytical applications. Since ACN is often recovered and reused in industrial processes, efficient and stable dehydration is a critical step in many production systems.
However, ACN dehydration is not a simple separation task. Acetonitrile forms an azeotropic mixture with water, which means that the separation efficiency of conventional distillation drops significantly near the azeotropic composition. As a result, it is difficult to obtain high-purity, low-water-content ACN through single-stage distillation alone. In applications requiring high-purity solvent recovery, traditional processes often rely on pressure swing distillation, extractive distillation, or other complex separation routes, which increase both process complexity and energy consumption.
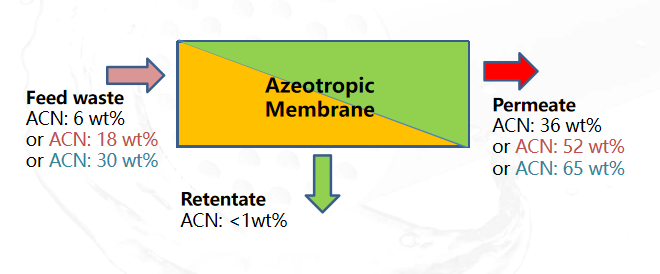
In this context, pervaporation offers a more efficient route for ACN dehydration. In the pervaporation process, the feed enters the membrane system in the liquid phase. Due to differences in solubility and diffusion within the membrane, one component preferentially permeates through the membrane and is removed as vapor on the permeate side. In ACN dehydration applications, hydrophilic selective membranes are typically used to preferentially remove water, continuously reducing the water content in the retained ACN stream and enabling stable production of high-purity acetonitrile.
Mechanism Advantage
Unlike conventional distillation, which mainly depends on volatility differences, pervaporation separates components based on their differences in solubility and diffusion through the membrane. For azeotropic systems such as ACN–water, the membrane preferentially removes water, enabling further dehydration of acetonitrile.
Process Integration Advantage
Pervaporation is well suited as a final dehydration unit after distillation. Distillation performs the initial separation, and the membrane system removes the remaining water. This reduces separation difficulty and makes the overall process simpler.
Energy Advantage
When the water content becomes low, conventional distillation usually requires high energy input, while pervaporation is more suitable for deep dehydration. Therefore, in ACN recovery, membrane dehydration can help reduce energy consumption and improve recovery efficiency.
Operational Advantage
Pervaporation systems are flexible in operation. The final water content can be adjusted through parameters such as membrane area, temperature, and vacuum level. When product specifications change, the main process usually does not need major modification. Case Study A chemical enterprise generated wastewater containing acetonitrile during production, which had to be treated as hazardous waste and caused high disposal costs. After introducing a membrane separation system, the acetonitrile recovery rate exceeded 98%, and the treated liquid could enter the wastewater treatment system directly. This solution reduced hazardous waste treatment pressure and lowered operating costs.
We use cookies to enhance your browsing experience, serve personalized ads or
content, and analyze our traffic. By clicking 'Accept', you consent to our use of cookies. Lern more


.png)