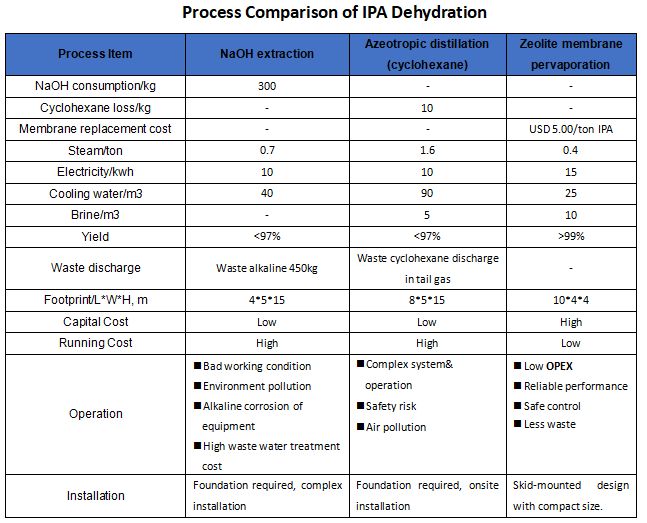
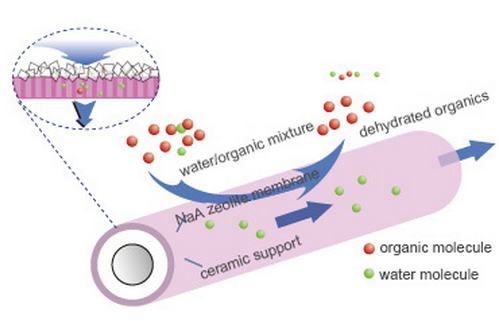
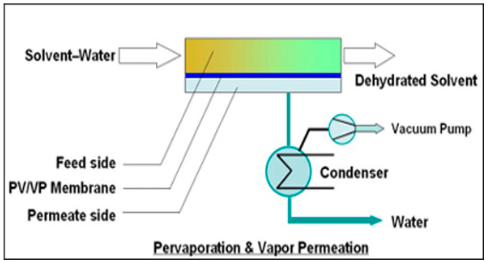
 Pervaporation is a type of membrane separation technology that combines membrane permeation and evaporation efficiently, making it an energy-saving separation method. Unlike distillation, it is not based on liquid-vapor equilibrium but on differences in the sorption and diffusion of various components in the feed. This unique mechanism allows it to break through the limitations of azeotropy and gas-liquid equilibrium, making it an innovative separation process for azeotropic or similar zeotropic mixtures, especially those with similar boiling points.
Pervaporation is a type of membrane separation technology that combines membrane permeation and evaporation efficiently, making it an energy-saving separation method. Unlike distillation, it is not based on liquid-vapor equilibrium but on differences in the sorption and diffusion of various components in the feed. This unique mechanism allows it to break through the limitations of azeotropy and gas-liquid equilibrium, making it an innovative separation process for azeotropic or similar zeotropic mixtures, especially those with similar boiling points..png)