Background
Since CRM ceramic membrane has nanometer pore size, excellent thermo resistance, chemical resistance and good mechanical strength, it has outstanding advantages in catalyst recovery in petrochemical and chemical production. Their applications in purification and recycling play an important role in improving product quality,increasing product yield and reducing production costs.
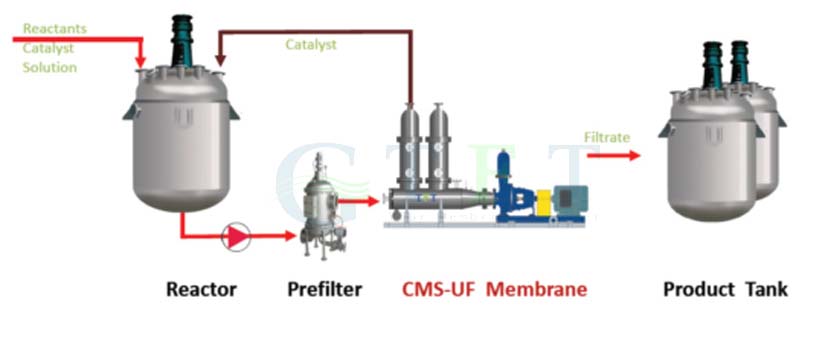
CRM ceramic membrane separation process is hybrid with reaction, and form into Membrane Reactor. Reactant is continuously added to the reactor, product and catalyst is pumped into ceramic membrane, driven by pressure, product permeates through membrane surface, while the nanometer catalyst is rejected and returned to the reactor to continue catalyzing. Thus, reaction and membrane separation constitute a closed circulation loop, not only product is obtained, but also precious catalyst can completely recovered.
Proces Diagram
Process Advantage
►High rejection rate of nanometer catalyst
►Continuous filtration and reaction coincide
►High reaction efficiency
►High quality of filtrated stream
►Reliable and stable performance on long time
►Easily regenerated by back flushing
►Low operating cost
►Closed piping filtration, friendly and safe condition
►Low labor and maintenance cost
►Compact design with small foot print
►Automatic control, easy operation
Cases
Caprolactam (CAS:105-60-2)
4-Acetamidophenol (CAS: 103-90-2)
etc...
If you need more details about ceramic membrane process for catalyst production in petrol chemical ,please do not hesitate to contact with us or send email to us. TANGENT is willing to communicate and share information with you on engineering process issues. We are looking forward to developing more market and more applications with your help, bring this new technology to end users, create more values and benefits for all parties.